What Salt Spray Test Actually Tells You About an LED Grow Light
When you’re sourcing LED grow lights, it’s natural to start with the spec sheet: micromoles, spectrum, efficacy. Those numbers matter for yield. But they don’t tell you how a fixture will hold up after years in a wet, salty, nutrient-heavy growing environment.
You may look at the IP rating next. That’s useful, but it has limits. IP ratings measure resistance to water and dust, not vaporized fertilizers, cleaning chemicals, or salt-laden humidity that can cause corrosion.
At Atop, we focus on structural integrity as much as photometrics. That’s why we run a salt spray test. Salt spray test exposes materials and coatings to a high-salinity environment to see how well they resist corrosion over time. It gives a more realistic picture of how a fixture will perform in commercial greenhouses and vertical farms.
Because we run this test in-house, we can check every design change and every component: screws, housings, brackets, etc. If something is vulnerable to corrosion, we catch it early and fix it before it reaches the field.
The Problem of Corrosion in Horticulture Lighting
Corrosion is one of the most common long-term failure points in horticulture lighting. It starts with exposure to a salty, high-humidity (often between 70% and 90% RH) environment and slowly attacks the fixture. Over time, you begin to see exposed fasteners, unsealed connector joints, and bare metal edges. From there, performance drops. You get color shift, faster lumen depreciation, and eventually electrical failures in the driver.
Vaporized nutrients in the air contain salts. Add CO₂ enrichment, high humidity, and temperature swings, and you get a thin electrolytic film forming on the surface of the fixture. That film is what drives corrosion. It breaks down protective coatings and gradually eats into the metal underneath.
In most cases, LEDs are not the first thing to fail. Metal components go first. Corrosion usually starts at weak points: exposed fasteners, connector joints that are not fully sealed, and bare aluminum edges on heat sinks where anodizing or powder coating is thin or damaged.
We use aluminum in horticulture lighting because it manages heat well. But aluminum has a predictable failure path in corrosive environments. Once pitting and oxidation begin, the surface condition changes. That affects thermal contact and reduces heat transfer efficiency.
When a heat sink can’t move heat away from the LEDs effectively, the junction temperature rises. That leads to three common outcomes:
- Color shift: The spectrum drifts, which directly affects plant response.
- Lumen depreciation: Output drops faster than the spec sheet indicates.
- Premature failure: The LED board or driver eventually fails due to thermal stress or electrical instability.
What Salt Spray Testing Is
Salt spray test is a controlled lab procedure that exposes a product to a continuous mist of saltwater solution to simulate long-term corrosion in accelerated time.
Several international standards govern how the test is conducted. These are the ones most relevant to horticulture lighting:
|
Standard |
Origin |
Salt Solution |
Temp |
Common Use Case |
|
ISO 9227 (NSS) |
International |
5% NaCl |
35°C |
Most widely accepted globally for industrial and horticultural fixtures |
|
ASTM B117 |
USA |
5% NaCl |
35°C |
Common in North American market specifications |
|
JIS Z 2371 |
Japan |
5% NaCl |
35°C |
Required for Japanese market compliance |
|
IEC 60068-2-11 |
International |
5% NaCl |
35°C |
Used in electronics and electrical equipment testing |
The test parameters across these standards are very similar. The differences come down to specimen preparation, evaluation criteria, and how results are documented.
One thing worth clarifying: salt spray testing is an accelerated corrosion test, not a waterproofing test. It tells you how a product holds up against corrosive environments. IP ratings tell you about ingress protection. Both matter. They test different things.

How We Run Salt Spray Tests in Our In-House Lab
As a horticulture lighting manufacturer with a TÜV SÜD–recognized lab, we run the salt spray tests ourselves from start to finish. That includes sample preparation, test parameters, timing, and reporting. We’re not waiting on a third-party schedule, and we don’t have to adjust our process to fit someone else’s queue.
Test conditions are controlled to stay within ISO 9227 requirements. The chamber runs at 35°C with a 5% NaCl solution, atomized into a continuous fog. The pH is kept between 6.5 and 7.2, as specified by the standard. There are no dry cycles. It’s a steady, aggressive environment designed to expose weak coatings, poor surface prep, or thin plating in a short time.
We run tests in stages: 48, 96, 240, and 480 hours. The duration depends on the material, the application, and the customer’s requirements. We test individual components such as brackets, heat sinks, end caps, and housings, as well as fully assembled fixtures when needed.
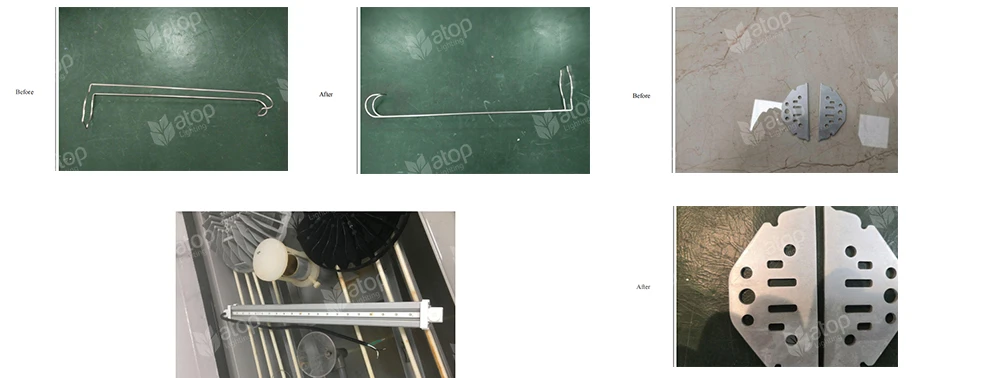
Each sample is photographed and inspected throughout the test. All of this goes into the final test report.
In the examples from our reports, the tested samples show no visible coating corrosion after the specified test duration.
What This Means for You as an ODM or OEM Partner
When you source LED grow lights from Atop Lighting, you’re not just getting a product. You’re getting test data that shows how it performs in real growing conditions.
For distributors, this means fewer warranty claims and fewer failures in the field. You have something solid to stand on when customers ask about reliability.
For ODM and OEM partners, it means your specifications are backed by testing, not just datasheet claims. You can review test reports, set test durations based on your target market, and make corrosion resistance part of your product requirements from the start.
Corrosion is a slow process. You usually don’t see the damage until it’s already affecting performance. Testing is how you catch those issues early and avoid problems later.
If you’re developing a grow light product and need a manufacturer that can support design, production, and testing, get in touch. Share your requirements, and we’ll work through the details with you.